
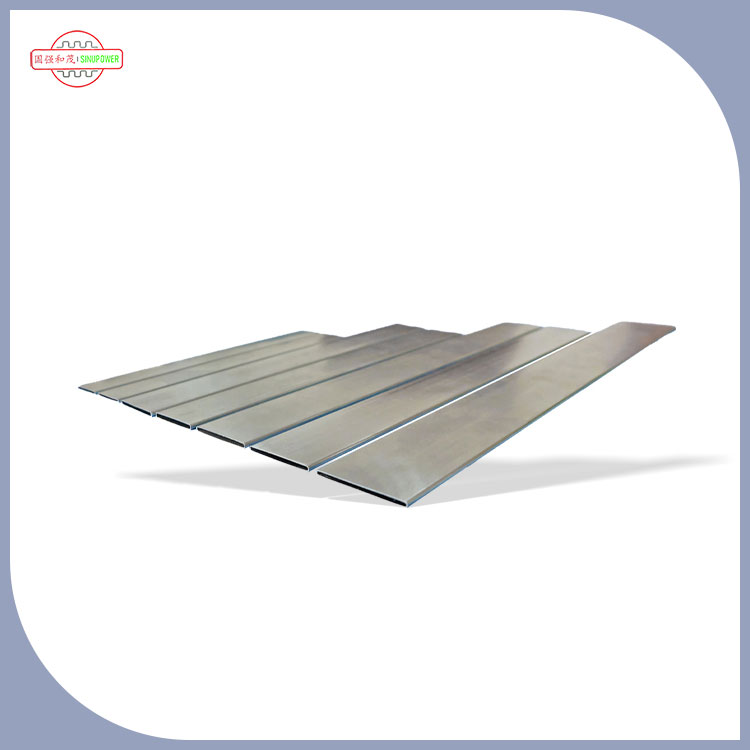
Sinupower explora comoTubos Retangularescomportam-se durante os processos de corte, perfuração e soldagem em ambientes de fabricação modernos, onde a geometria e a resposta do material influenciam diretamente a precisão e a confiabilidade estrutural em aplicações posteriores.
Nas oficinas de fabricação, os perfis ocos retangulares são frequentemente tratados como elementos estruturais simples, mas a realidade é mais sutil. Suas superfícies planas, cantos vivos e comportamento de espessura de parede variável apresentam desafios únicos quando comparados com perfis circulares. Cada estágio – corte, perfuração e soldagem – requer controle cuidadoso de tensão, calor e deformação para manter a precisão dimensional e a estabilidade funcional.
Os tubos retangulares são amplamente utilizados em sistemas onde a eficiência de espaço e a distribuição de carga são importantes. No entanto, a sua geometria cria pontos de concentração de tensão desiguais, especialmente nos cantos.
Ao contrário dos tubos redondos, onde as forças são distribuídas uniformemente ao longo da curvatura, os perfis retangulares concentram a tensão nas bordas. Esta característica torna-se especialmente importante durante os processos de fabricação, onde a força mecânica e o aporte térmico podem alterar a integridade estrutural se não forem devidamente controlados.
A forma retangular introduz três efeitos principais de engenharia:
- Amplificação de tensão de canto
- Distribuição desigual de calor durante a soldagem
- Rigidez dependente da direção
Esses efeitos influenciam como cada etapa de fabricação é planejada e executada.
O corte é a primeira etapa em que os tubos retangulares começam a apresentar um comportamento dependente da geometria. Seja usando serras mecânicas, sistemas abrasivos ou métodos de corte térmico, o material reage de maneira diferente em superfícies planas e em cantos.
No corte mecânico:
- Superfícies planas permitem contato estável da lâmina
- Os cantos tendem a gerar picos de vibração
- A formação de rebarbas é mais provável nas saídas das bordas
A rigidez das seções retangulares significa que as forças de corte não são absorvidas uniformemente, exigindo taxas de avanço controladas para evitar distorções.
Quando métodos térmicos são usados, o aquecimento localizado introduz diferenças de expansão na parede do tubo. Como a geometria retangular possui múltiplos caminhos térmicos, o calor se dissipa de forma desigual, às vezes causando uma leve deformação se o resfriamento não for equilibrado.
A furação introduz uma das interações mais interessantes entre a força da ferramenta e a geometria do material. As faces planas deTubos Retangularespermitem a entrada estável da ferramenta, mas a distribuição interna da tensão muda à medida que a broca penetra.
Durante a perfuração:
- O contato inicial é estável devido ao suporte de superfície plana
- A penetração média cria zonas de acumulação de cavacos
- A fase de saída muitas vezes gera risco de deformação
O lado de saída é particularmente sensível porque o suporte do material é reduzido, levando à potencial formação de rebarbas ou à ligeira ovalização dos furos.
À medida que a broca avança, a tensão é redistribuída ao longo das paredes do tubo. Os cantos podem absorver ou refletir tensões dependendo da espessura e da composição do material. Isto torna a consistência da perfuração dependente tanto do controle de alimentação quanto da estratégia de resfriamento.
A soldagem é onde os tubos retangulares mostram sua resposta física mais complexa. A combinação de entrada de calor e restrição geométrica leva à expansão localizada, contração e formação de tensão residual.
Ao contrário das seções circulares que permitem uma difusão de calor mais suave, os perfis retangulares concentram a energia térmica ao longo das costuras de solda e cantos. Isso cria:
- Taxas de resfriamento irregulares
- Distorção localizada perto das juntas
- Acúmulo de tensão residual ao longo das bordas
À medida que a área soldada esfria, as forças de contração atuam de forma desigual nos painéis planos. Isso pode levar a um leve arqueamento ou distorção angular se não for equilibrado por meio de um sequenciamento controlado.
| Estágio do Processo | Desafio Principal | Comportamento do tubo retangular | Foco de controle |
| Corte | Vibração de borda | Concentração de estresse nos cantos | Estabilidade alimentar |
| Perfuração | Deformação de saída | Liberação desigual de estresse | Suporte e resfriamento |
| Soldagem | Distorção térmica | Acúmulo de calor nos cantos | Equilíbrio térmico |
| Pós-processamento | Correção dimensional | Relaxamento do estresse residual | Controle de alinhamento |
Esta comparação destaca como cada estágio introduz diferentes respostas mecânicas e térmicas que devem ser gerenciadas de forma independente.
O comportamento dos tubos retangulares não depende apenas da geometria, mas também do material. Alumínio, ligas de cobre e estruturas à base de aço respondem de maneira diferente aos estímulos mecânicos e térmicos.
Perfis à base de alumínio:
- Alta condutividade térmica
- Dissipação de calor mais rápida durante a soldagem
- Mais propenso a deformações localizadas se superaquecido
Perfis à base de aço:
- Maior rigidez estrutural
- Difusão de calor mais lenta
- Melhor resistência à deformação induzida pela perfuração
A escolha do material influencia a agressividade com que cada etapa de fabricação pode ser executada sem comprometer a estabilidade estrutural.
A qualidade da superfície após o corte é um indicador crítico do controle de fabricação. A geometria retangular introduz um comportamento de superfície único:
- Faces planas mantêm linhas de corte mais suaves
- Os cantos geralmente apresentam microlascas
- A formação de rebarbas tende a se concentrar nas bordas de saída
Manter a qualidade consistente da aresta requer equilíbrio entre a nitidez da ferramenta, a taxa de avanço e o controle de vibração.
Em aplicações de alta precisão, o acabamento secundário é frequentemente usado para estabilizar a geometria da borda antes dos estágios subsequentes de fabricação.
Um dos principais desafios na fabricação de tubos retangulares é manter o alinhamento dos furos em superfícies planas.
Fatores que influenciam a precisão:
- Variação da espessura da parede do tubo
- Deflexão da ferramenta sob carga
- Acúmulo de calor durante a perfuração contínua
O desalinhamento é mais provável quando vários furos são perfurados em sequência sem permitir a recuperação térmica do material.
A estratégia de soldagem desempenha um papel decisivo na minimização da distorção. Como a geometria retangular restringe os caminhos naturais de expansão, o calor deve ser distribuído em sequências controladas.
Abordagens comuns de estabilização:
- Direções alternadas de soldagem
- Passes de solda curtos e segmentados
- Intervalos de resfriamento controlados
Esses métodos reduzem o acúmulo de tensão residual ao longo das bordas longas.
Durante a fabricação, os tubos retangulares podem sofrer três tipos principais de distorção:
- Deformação angular nos cantos
- Curvamento da superfície plana devido à contração térmica
- Torção torcional devido ao sequenciamento irregular da solda
Cada tipo está vinculado a um estágio diferente de fabricação e requer métodos de correção direcionados.
Uma percepção importante no processamento moderno é que corte, perfuração e soldagem não são etapas independentes. Cada estágio influencia o próximo.
Por exemplo:
- A microtensão induzida pelo corte pode amplificar o desvio de perfuração
- O acúmulo de calor na perfuração pode afetar a estabilidade da soldagem
- A distorção da soldagem pode alterar a precisão dimensional final
Esse comportamento interconectado torna o planejamento de processos essencial e não opcional.
Do ponto de vista da engenharia, os tubos retangulares se comportam como sistemas de energia restritos durante a fabricação. A força mecânica, a entrada térmica e a geometria estrutural interagem continuamente.
Em vez de tratar cada processo isoladamente, as abordagens modernas de fabricação concentram-se em:
- Mapeamento de tensões em toda a estrutura do tubo
- Previsão de fluxo de calor durante a soldagem
- Controle de vibração durante corte e perfuração
Essa visão integrada ajuda a reduzir a deformação cumulativa entre os estágios.
Perfis retangulares são comumente utilizados em sistemas que requerem suporte estrutural compacto e distribuição direcional de carga, tais como:
- Conjuntos de troca de calor
- Sistemas de enquadramento estrutural
- Canais de fluido fechados
- Suportes mecânicos modulares
Nestes ambientes, a precisão da fabricação afeta diretamente a estabilidade do sistema e o desempenho a longo prazo.
O comportamento dos tubos retangulares durante o corte, perfuração e soldagem é governado pela interação entre geometria, propriedades do material e energia do processo. Cada estágio apresenta desafios mecânicos e térmicos distintos que devem ser gerenciados para manter a integridade estrutural e a consistência dimensional.
Dentro deste quadro,Tubos de transferência de calor Sinupower Changshu Ltd.continua a examinar a dinâmica de fabricação deTubos Retangularescomo parte de uma pesquisa mais ampla sobre processamento de tubos de precisão e desenvolvimento de componentes de transferência de calor.