
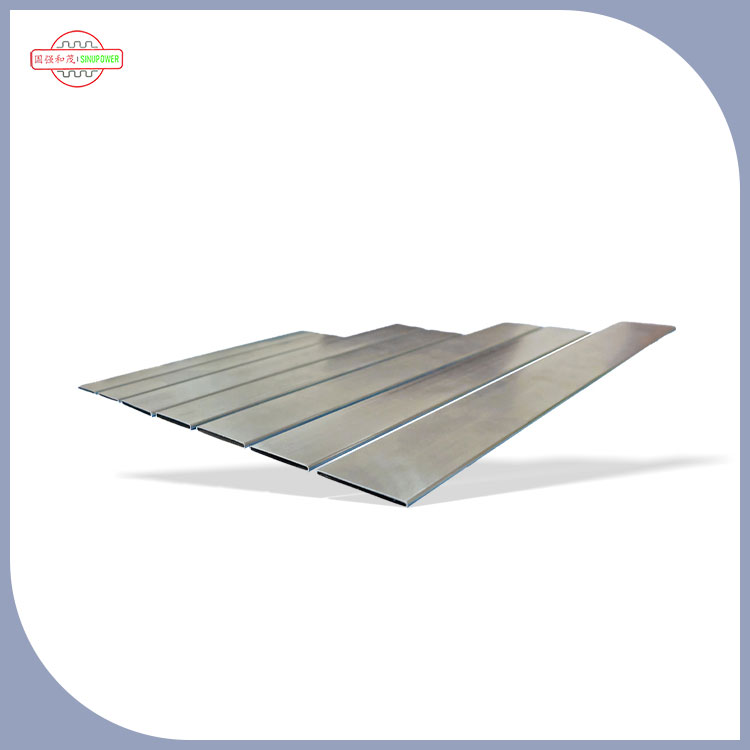
O processo de soldagem para soldagem de tubos do tipo B para núcleos de aquecedor geralmente inclui as seguintes etapas:
1.Preparação de soldagem
Limpeza de material: Use escovas de arame de aço inoxidável, arquivos e outras ferramentas para remover manchas de óleo, ferrugem, impurezas e outros contaminantes da superfície do tubo do tipo B a serem soldados, como a conexão entre a extremidade do tubo e o cabeçalho, revelando um brilho metálico. Se necessário, solventes orgânicos como acetona podem ser usados para remover ainda mais o óleo.
Seleção de material de soldagem: Escolha o material de soldagem apropriado com base no material do tubo do tipo B. Por exemplo, se for um tubo do tipo B feito de material de aço carbono, as hastes de soldagem de aço carbono correspondentes, como o E4303, podem ser selecionadas; Se for feito de material de aço inoxidável, as hastes de solda de aço inoxidável, como o E308-16, devem ser selecionadas.
Depuração de equipamentos de soldagem: Verifique se o equipamento de soldagem está em execução normalmente, ajuste a corrente de soldagem, a tensão e outros parâmetros. Para equipamentos de soldagem de arco, é necessário garantir que a taxa de fluxo de gás seja apropriada e a pureza do gás argônio esteja acima de 99,97%.
Processamento de sulco: Selecione a forma de ranhura apropriada, como a ranhura em forma de V, com base no diâmetro e na espessura da parede do tubo do tipo B. As dimensões do ângulo do sulco, borda contundente e folga da junta devem atender aos requisitos do processo de soldagem. Geralmente, o ângulo da superfície da ranhura é de 60 ° ± 5 °, a borda contundente é de 0-2 mm e a folga da junta é de 2-4 mm.
Posicionamento de soldagem: Monte o tubo do tipo B com componentes como o cabeçalho para garantir um posicionamento preciso. Fixo posicionando a soldagem, o comprimento e a quantidade de soldas de posicionamento variam dependendo do diâmetro do tubo. Quando o diâmetro do tubo é menor ou igual a 100 mm, o comprimento das soldas de posicionamento deve ser de 5 a 10 mm, e não deve haver menos de 3 soldas de posicionamento; Quando o diâmetro do tubo é superior a 100 mm, o comprimento da solda de posicionamento deve ser maior que 15 mm.
2.Operação de soldagem
Soldagem inferior: Inicie um arco na superfície da ranhura, leve o arco para a posição inicial e solda ao longo da costura de solda depois que a borda contundente derrete. Usando o método de quebra de arco ou o método de arco contínuo para soldagem, preste atenção em observar o tamanho do pool derretido e a situação de quebra para garantir uma boa fusão na raiz da solda, sem defeitos como penetração incompleta ou inclusão de escória.
Preencha a soldagem: Depois que a soldagem base é concluída, a soldagem de preenchimento é realizada. A soldagem de passagem única ou multi pode ser usada de acordo com a situação específica, e a soldagem contínua de arco pode ser usada. O método de transporte de tira pode usar o crescente ou o balanço do dente de serra, e a amplitude deve ser aumentada de camada por camada. É importante pausar ligeiramente em ambos os lados da ranhura para garantir a largura e a altura da costura de solda e evitar a inclusão de escória causada por sulcos entre as contas de solda.
Soldagem de capa: Ao cobrir a soldagem, a corrente usada deve ser um pouco menor para manter uma forma e tamanho uniformes da piscina derretida. O ângulo entre a haste de soldagem e a direção de soldagem deve ser mantido a cerca de 75 °. Quando a haste de soldagem oscila até a borda da ranhura, ela deve fazer uma pausa brevemente para evitar o subcotação.
3.Pós -solda tratamento
Limpeza de solda: Depois que a soldagem é concluída, limpe imediatamente a superfície da solda de impurezas, como escória e salpicos, usando ferramentas como escovas de arame e máquinas de moagem para limpeza.
Inspeção da aparência: Verifique se a aparência da solda atende aos requisitos. A solda deve ser uniforme, suave e livre de defeitos como poros, rachaduras, subcotação e falta de fusão. O excesso de altura da solda deve estar dentro da faixa especificada, geralmente 0-2mm e localmente não superior a 3 mm. A largura da solda de capa deve ser de 0,5-2,0 mm mais larga em cada lado da abertura da ranhura.
Testes não destrutivos: De acordo com os padrões e requisitos relevantes, o teste não destrutivo é realizado sobre soldas, como teste de partículas magnéticas, teste penetrante ou teste ultrassônico, para verificar os defeitos dentro da solda.
Tratamento térmico;