
Tubos ovais planossão ovais planos na seção transversal (eixo longo 80-200mm, eixo curto 30-80mm) e problemas como a assimetria da seção transversal e as rebarbas excessivas são propensas a ocorrer ao cortar ângulos retos. Processos e ferramentas profissionais são necessários para obter processamento preciso para garantir a qualidade da soldagem ou montagem subsequente.
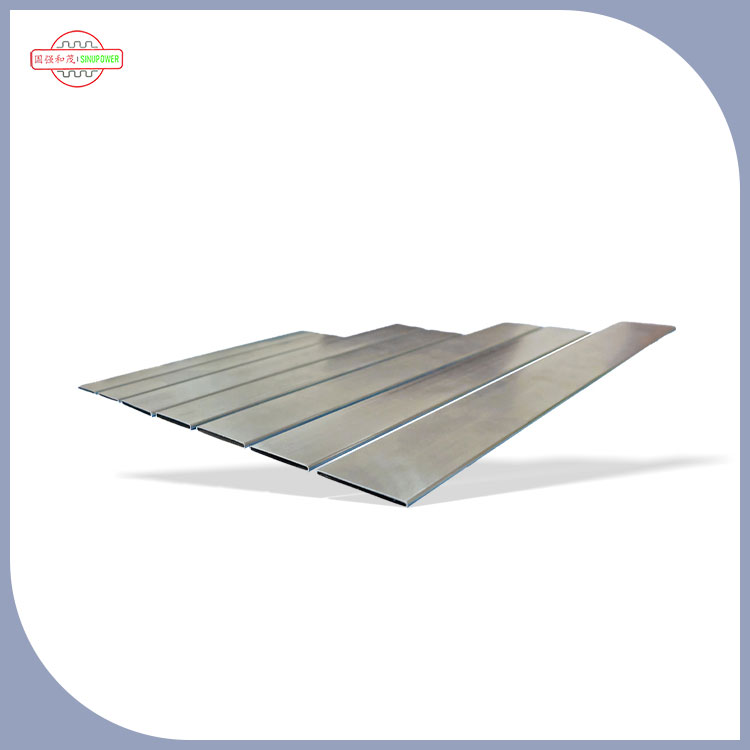
A dificuldade de corte está concentrada nas características transversais. A estrutura assimétrica dos tubos ovais planos torna difícil garantir a precisão do ângulo certo do método tradicional de tamanho único. Se o desvio do ângulo de corte for maior que 1 °, a lacuna da junta de bunda excederá 0,5 mm, afetando a força da soldagem. Além disso, quando a espessura da parede do tubo (geralmente 2-5 mm) é desigual, o superaquecimento e a deformação local são propensos a ocorrer. Especialmente no processamento de materiais de aço inoxidável, a alta temperatura fará com que a escala de óxido se forme, aumentando o custo subsequente de moagem.
A seleção de ferramentas precisa corresponder ao material e especificações. Para tubos ovais planos de aço de baixo carbono, recomenda-se o corte de plasma (corrente 80-120a), com uma velocidade de corte de 10-15 mm/s, e o erro verticalidade da seção pode ser controlado dentro de 0,3 mm/m; Para materiais de aço inoxidável, o corte a laser (potência 500-1000W) é preferido, o que realiza processamento sem contato através de feixes de luz de alta energia transmitidos por fibra óptica, com uma zona afetada pelo calor <0,1mm para evitar a corrosão intergranular. Os tubos de paredes finas (espessura <3 mm) podem usar o corte do fio CNC com uma precisão de ± 0,01 mm, que é adequada para o processamento de componentes de precisão.
O processo de operação se concentra no posicionamento e na configuração de parâmetros. Antes de cortar, os acessórios do tubo precisam ser fixados por equipamentos para garantir que a linha de corte seja perpendicular ao eixo (desvio ≤0,5 °) e a força de fixação do equipamento é controlada em 5-10MPa para evitar a deformação; Durante o corte de plasma, o bico é mantido a 3 a 5 mm da parede do tubo e a pressão do gás (ar ou nitrogênio) é ajustada como 0,6-0,8MPa para evitar a divergência do arco; O corte a laser precisa ajustar a posição de foco de acordo com a espessura da parede, e o foco dos tubos de paredes grossas é ajustado para 1/3 da parede do tubo para melhorar a penetração de corte.
O processamento subsequente afeta a qualidade final. Após o corte, é necessário um moedor de ângulo (com uma roda de moagem de 120 grão) para remover rebarbas para fazer a rugosidade da seção transversal RA≤12,5μm; Os tubos de aço inoxidável precisam ser passivados (imersos em solução de ácido nítrico por 10 a 15 minutos) para evitar a ferrugem no corte. Para cenas com requisitos de alta precisão (como montagem do tubo de escape de automóveis), o desvio do ângulo reto precisa ser detectado por um instrumento de medição de três coordenadas para garantir que atenda ao padrão de tolerância de ± 0,1 °.
Cortando ângulos retos em fTubos ovais LatRequer consideração do desempenho do equipamento e dos detalhes do processo. Através do posicionamento preciso, otimização de parâmetros e processamento subsequente, uma seção transversal suave e efeito de processamento de ângulo preciso podem ser alcançados, fornecendo uma garantia básica para a resistência estrutural e de vedação da conexão do pipeline.